

Keine Daten
Tunnelbrücken Autobahn Eisenbahn Zentrale Verarbeitung und Verteilung von Stabstahl
Jul 07,2023
· Anwendungsstatus: Schildsegment-Bewehrungskorb
Das Schildsegment ist ein robuster Verbundwerkstoff für den Tunnelbau. Die Hauptschwierigkeit bei der Bearbeitung des inneren Stahlskeletts besteht darin, das Scheren, Biegen und Lichtbogenformen von Stahlstäben mit großem Durchmesser mit fester Länge abzuschließen und das dreidimensionale Schweißen von mehrschichtigen Mattenkombinationen zu realisieren. Lange Zeit konnte die Herstellung von Schildsegment-Stahlkäfigen nur mit CNC-Anlagen zu Einzelrippen verarbeitet und anschließend durch manuelles Zurren verschweißt werden.

Frage Nr. 1
Das Design ist für die mechanisierte Produktion nicht förderlich, es gibt Unterschiede in der Konstruktionsquelle von Segmentstahlkäfigen und die Struktur ist relativ trivial.
Frage Nr. 2
Die Produktion beruht auf Arbeitskräften, niedrigem Automatisierungsgrad, da die Hauptverarbeitungsschwierigkeit des internen Stahlskeletts darin besteht, das Biegen von Stahlstangen mit fester Länge mit großem Durchmesser abzuschließen, aber auch um dreidimensionales Schweißen mit mehrschichtigen Netzkombinationen zu erreichen, aufgrund des Mangels an Haushaltsmaschinen, führte die Technologie zu einem langfristigen künstlichen Produktionsmodus, geringe Produktionseffizienz, schlechte Sicherheit, hohe Arbeitsintensität, Gepaart mit dem kontinuierlichen Anstieg der Arbeitskosten kann die traditionelle manuelle Arbeitsverarbeitung den Anforderungen moderner Gebäude nicht mehr gerecht werden.
Frage Nr. 3
Die Qualitätskontrollstandards von Fertigprodukten sind schwierig und können in China nur durch manuelles Zurren oder Schweißen durchgeführt werden, was ineffizient ist und gezwungen ist, die Qualitätsstandards zu lockern. Aufgrund der geringen Produktionseffizienz, der schlechten Sicherheit, der hohen Arbeitsintensität und des kontinuierlichen Anstiegs der Arbeitskosten können die traditionellen Stahlstangen in Handarbeit nicht mehr den Anforderungen moderner Gebäude gerecht werden.

Mit der rasanten Entwicklung des modernen Hochbaus ist die werksseitige und vorgefertigte Produktion von Bauingenieurkomponenten zu einem unvermeidlichen Entwicklungstrend geworden, insbesondere das für den städtischen Schienenverkehrsbau erforderliche Schildsegment, wie z. B. U-Bahnen, die stark vom Staat unterstützt werden, hat eine fabrikmäßig vorgefertigte Produktion erreicht.
Die Forschung und Entwicklung und der Einsatz von Verarbeitungsanlagen für Bewehrungskäfige von Schildsegmenten ist explorativ und bahnbrechend und wird den traditionellen Modus der Verarbeitung und Produktion von Segmentbewehrungskäfigen im In- und Ausland verändern und die Standardisierung, Standardisierung, Automatisierung und intelligente Fließbandverarbeitung und Produktion von Segmentbewehrungskäfigen realisieren.

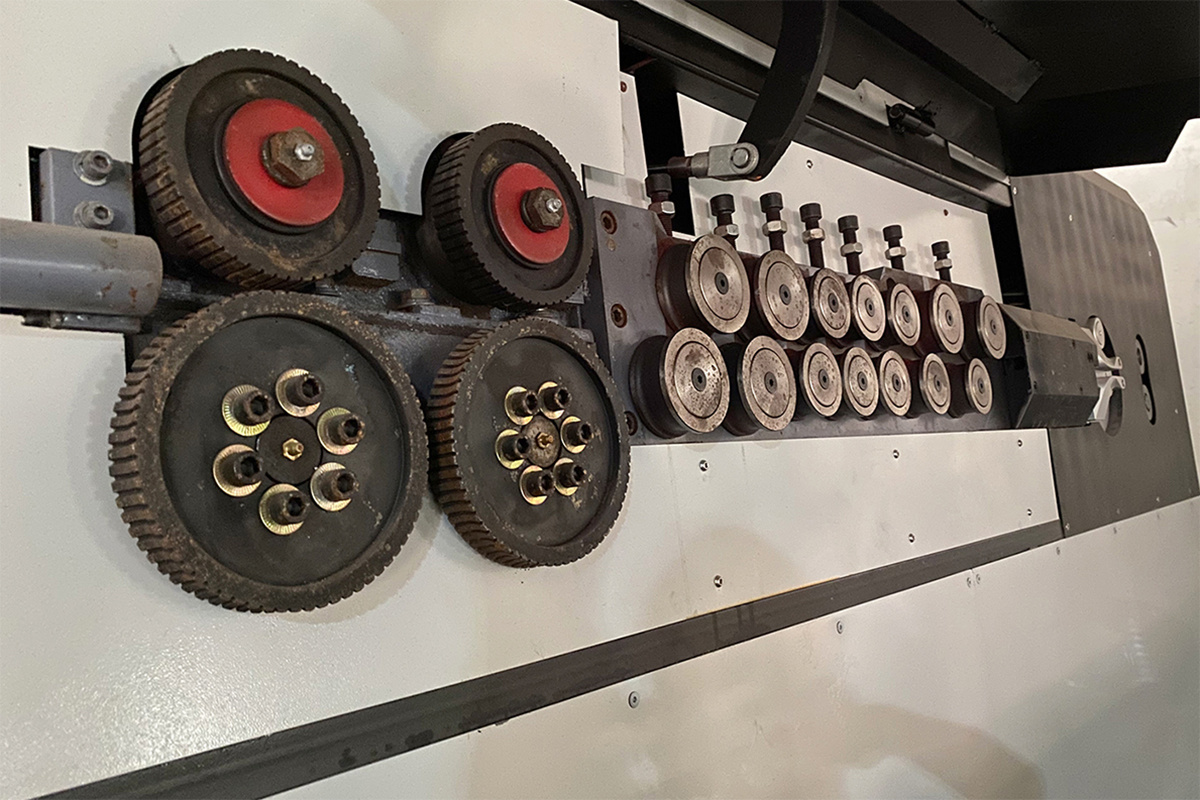
· CNC-Biegemaschine für Bewehrungsbügel
CB-WG12D-2
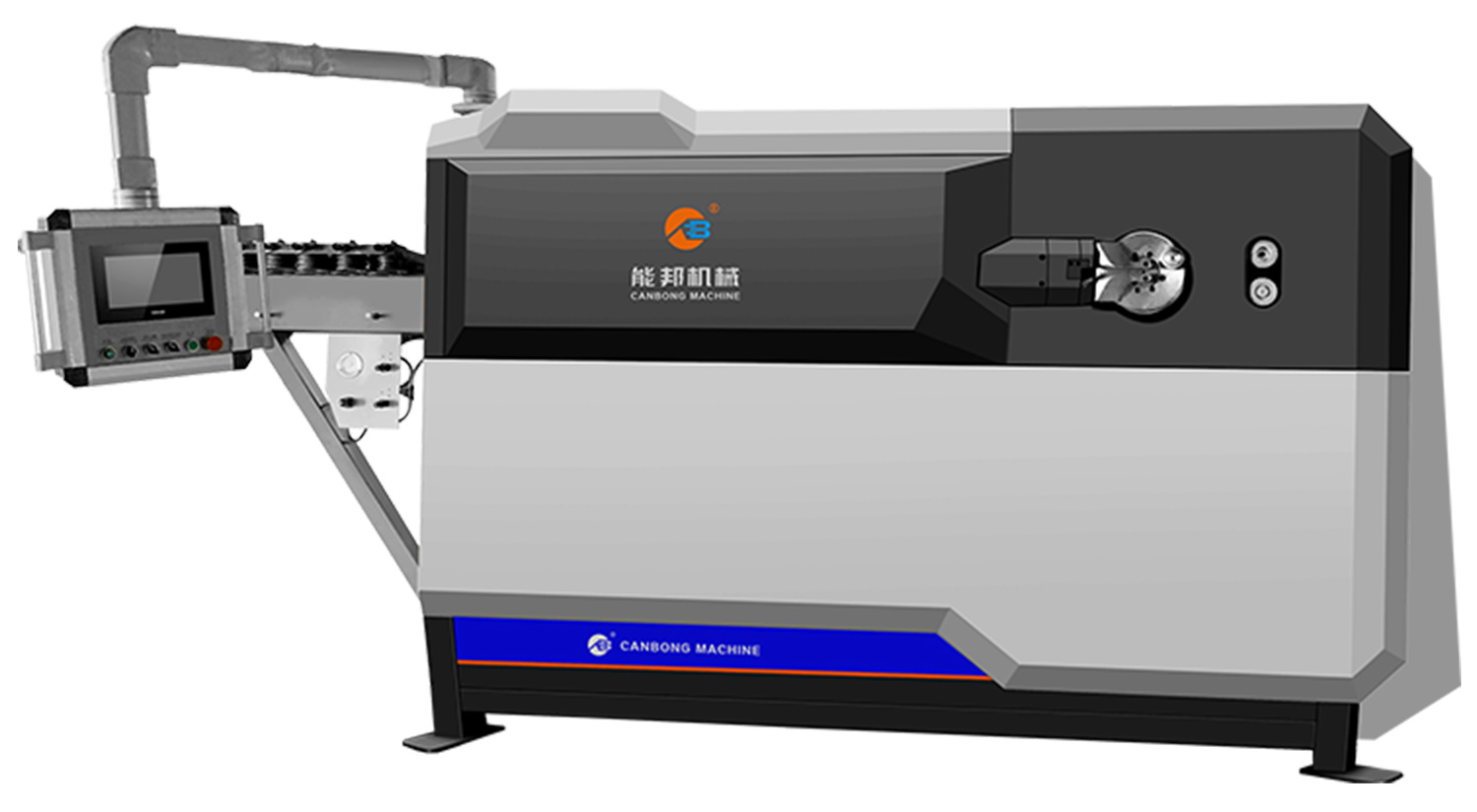
Die CNC-Bewehrungsbiegemaschine CB-WG12D-2 verwendet einen pneumatischen und effizienten Multifunktionsbiegemechanismus mit zwei Stationen, die Produktionsgeschwindigkeit wird um 20% erhöht und das Biegen verschiedener Sonderformen kann effizient abgeschlossen werden, und der Biegebogenwinkel beträgt R6-R35 (Mittelstiftdurchmesser 12-70). Große Fasenkonstruktion, großer Bearbeitungsbereich, kann alle Arten von Bügeln innerhalb von 1670 mm verarbeiten, kann auch kleine Bügel bis zu einer Größe von 70 x 70 (mm) verarbeiten.
Einzelner Bewehrungsdurchmesser: mittel 5mm-mittel 13mm
Doppelter Bewehrungsdurchmesser: mittel 5mm-mittel 10mm
Maximaler Biegewinkel: 180
Biegerichtung: bidirektional
Maximale Zuggeschwindigkeit: 110m/min
Maximale Biegegeschwindigkeit: 1200°/sek
Gesamtleistung: 27kw
· CNC-Produktionslinie für hydraulische Bewehrungsscheren
CB-GJW150B

Die CNC-Produktionslinie für hydraulische Bewehrungsstäbe CB-GJW150B kann die Anforderungen an Ablängen von 800-12000 mm Stangenbewehrung erfüllen. Der Mechanismus mit fester Länge ist mit unterschiedlich langen Leitblechen mit fester Länge ausgestattet, die von der Servosteuerung eingestellt werden, um die Scherlänge genau zu steuern. Die automatische Pressvorrichtung gegen Rundlauf des Schermechanismus verursacht kein Gleitphänomen der Stahlstangen, und die Produktionslinie arbeitet mit der Planmaschenformmaschine zusammen, um die Orbitalübertragung von Fertigprodukten und Halbfertigprodukten zu realisieren.

Durchmesser der bearbeiteten Stahlstäbe: mittel 10mm-mittel 50mm
Schnittbreite: 600mm
Schergeschwindigkeit: 12-mal/min
Fördergeschwindigkeit: 90m/min
Schnittlänge: 800-12000mm
Gesamtleistung: 42kw
Abmessungen: 32000x5800x2950mm
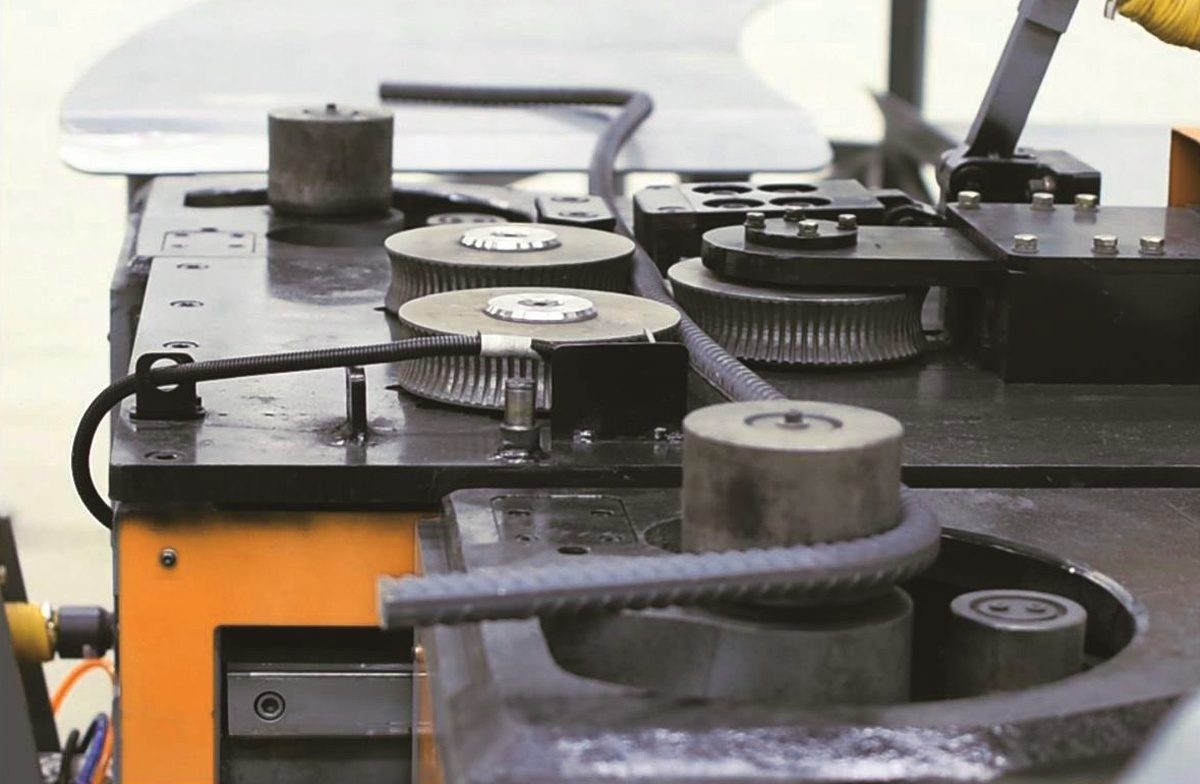
· CNC-Bewehrungsbogenbiegemaschine
CB-WHWQ32
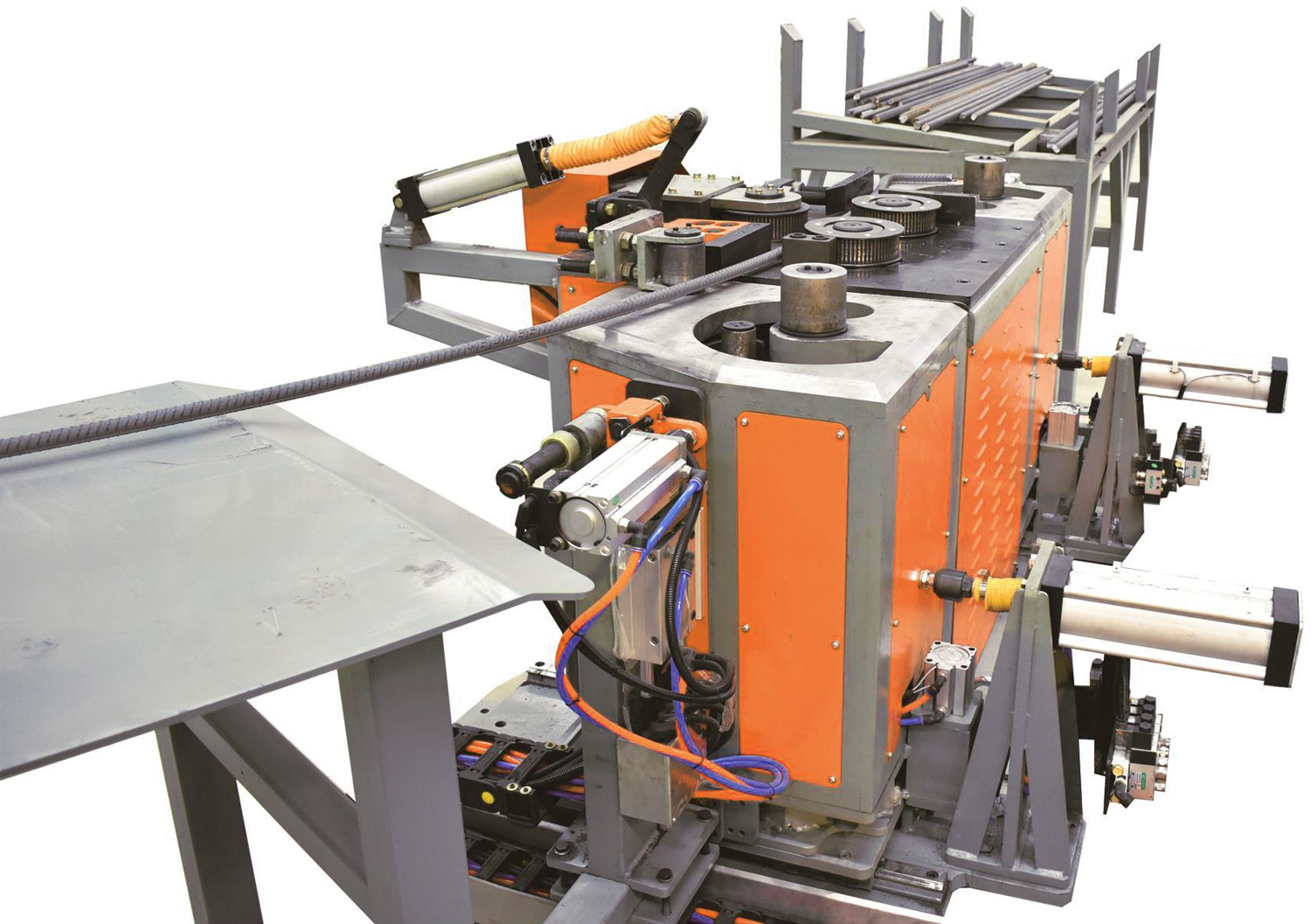
Die CNC-Bewehrungsbogenbiegemaschine CB-WHWQ32 wird hauptsächlich für die Bearbeitung von Innenbogenstäben und Außenbogenstäben im Segmentbewehrungskäfig verwendet, die gleichzeitig direkt einen geraden Stahlbogenbogenbiegehaken bilden können, wodurch die Arbeitsintensität der Arbeiter verringert wird.
Verarbeitungsstahl Stabdurchmesser: ∙10mm-∙32mm
Biegewinkel: 0°-120°
Biegegeschwindigkeit: 48°-72°/s
Minimaler Lichtbogenbiegeradius: 2600mm
Mindestlänge der Biegeseite: 180mm
Mindestlänge gekrümmter Kanten: 1400mm
Gesamtleistung: 15kw
· Schildsegment-Flachmaschen-Umformmaschine
CB-GPPMW170
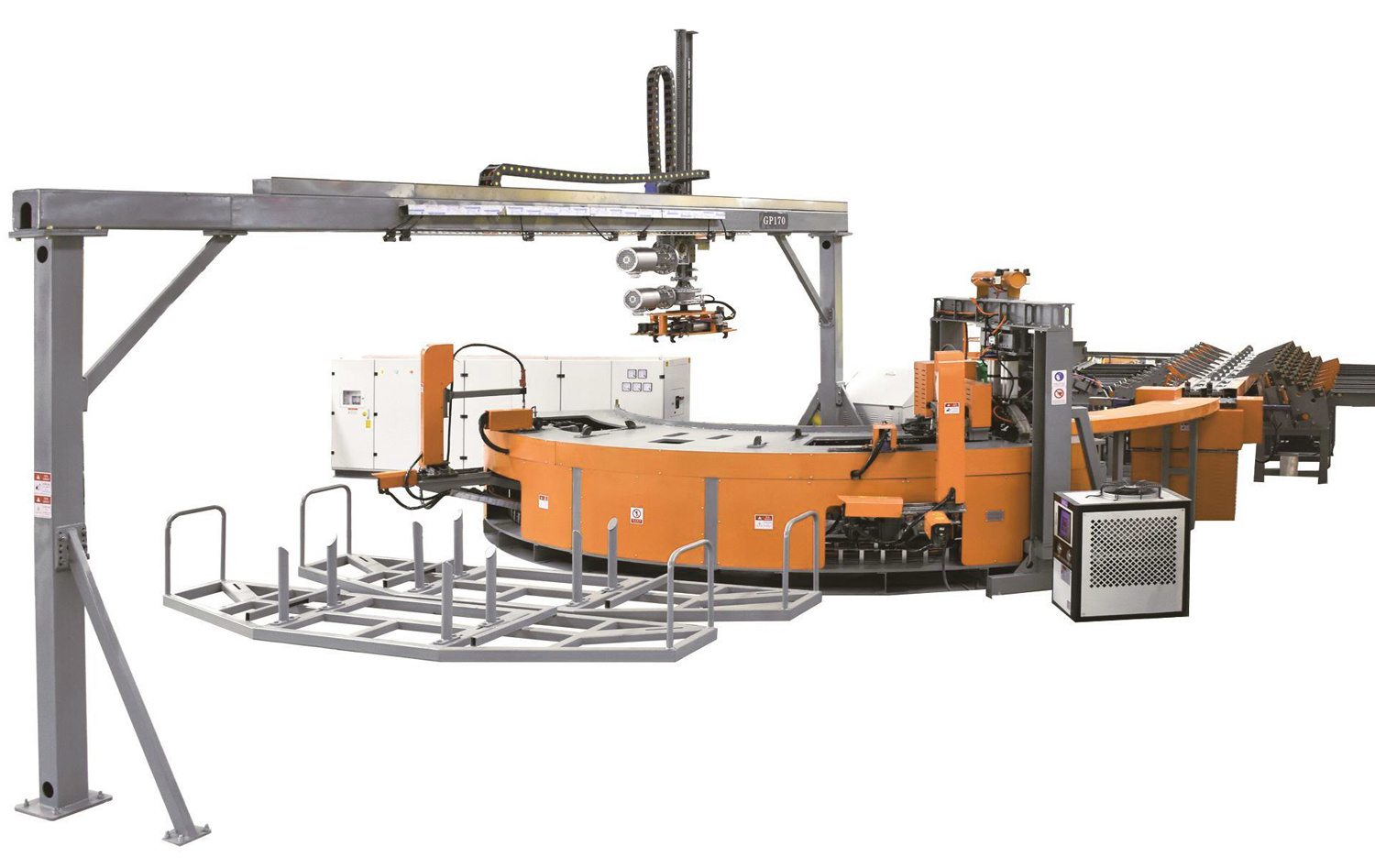
Die CB-GPPMW170 Flachmaschenformmaschine besteht hauptsächlich aus einer Lichtbogenbiegevorrichtung, einer Lichtbogenformungsvorrichtung, einer Querstangenschweißvorrichtung, einer Zugvorrichtung, einem mobilen Klemmmechanismus, einem festen Klemmmechanismus, einer Biegeerkennungsvorrichtung, einem Schweißmanipulator usw. Das Überlappungsschweißen der Hauptbewehrung erfolgt mit einem hochpräzisen Drei-Koordinaten-Schweißmanipulator, und das Schweißen des Querstabs und der Hauptbewehrung erfolgt durch Servopositionierung der Querstabposition, automatisch fallende Querstange und Widerstandsschweißen.

Hauptdurchmesser: ∙32mm
Querbalkendurchmesser: ∙10mm
Maximale Schweißleistung: ∙10mm + ∙32mm
Verarbeitungseffizienz: 2,5min/Stück
Gesamtleistung: 160kva
Abmessungen: 7000x4500x2000mm
· Schildsegment-Stereo-Maschenformmaschine
CB-GPLTW170
CB-GPLTW170 Schildsegment-dreidimensionale Netzformmaschine ist das Bogenebenennetz und die Rippen, die zu einer ganzen Ausrüstung geschweißt sind, durch die Schweißform zum Bügel, einteiliges Netz zum Positionieren und Stapeln, die Verwendung eines Schweißroboters zur Steuerung der Sauerstoffschweißmaschine, um das Schweißen von Gittern und Steigbügellappen zu erreichen, Schweißroboter mit visueller Inspektionsfunktion, Steuern Sie den Schweißbrenner, um die Umformung und das Schweißen des dreidimensionalen Netzes abzuschließen.

Wiederholbarkeit des Roboters: 0,05mm
Roboterlast: 6kg
Maximale Robotergeschwindigkeit: 395mm/s
Dreidimensionale Form: spezielle Anpassung
Schweißmethode: zwei Schweißgarantien
Abmessungen: 7000x4500x2000mm
Erkennungssystem: Hochgeschwindigkeits-Sehen mit zwei Linsen
Gesamtleistung: 25kw
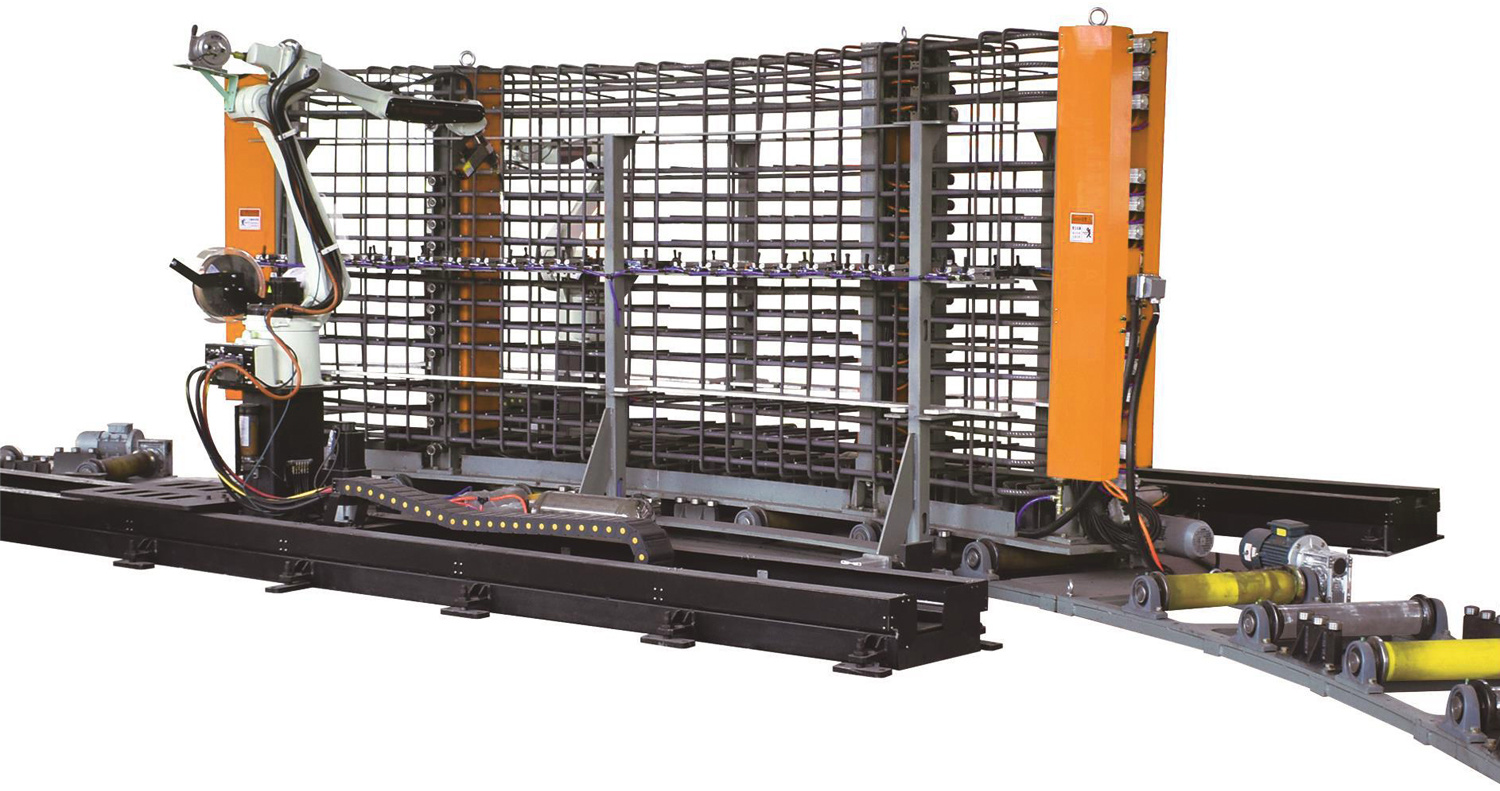
· Plattform für das Gitterschweißen
CB-GS1800-6

Die Gitterschweißplattform CB-GS1800-6 besteht aus zwei Schweißrobotern auf derselben Schiene und demselben Positionierer, der Schweißroboter ist mit einem intelligenten Lasererkennungsgerät ausgestattet, hauptsächlich um die Schweißarbeiten an jedem Schweißpunkt des Gitters abzuschließen. Der Produktionsprozess besteht darin, die Schmetterlingssehne und die Hauptbewehrung manuell in eine spezielle Form zu legen, die Online-Zirkulation durch das Portal und die Silberstraße abzuschließen und die Gitterschweißproduktion abzuschließen.

Rippendurchmesser: ∙20mm-∙25mm
Rippendurchmesser: ∙10mm-∙16mm
Länge des geschweißten Gitters: <6000mm
Schweißgitter Spezifikation: 200x200-300x300mm
Gesamtleistung: 15kw
Abmessungen: 8000x7500x1500mm
· Segment Nebenausrüstungen Herstellung von Bewehrungskäfigen
 |
Bewehrungsschneidemaschine GQ50 |
| Verarbeitungsdurchmesser: 50mm in < | |
| Schnittgeschwindigkeit: 28 Aufträge/min | |
| Motorleistung: 4kw |
 |
Bewehrungsbogen-Biegemaschine GWH32 |
| Verarbeitungsdurchmesser: 32mm in < | |
| Minimaler Biegekreis: mittel 500mm | |
| Motorleistung: 3kw |
 |
Spiralbiegemaschine für Bewehrungsstäbe CB-WH12 |
| Verarbeitungsdurchmesser: 12mm in < | |
| Minimale Biegung: 250 mm in Medium | |
| Motorleistung: 3,7 kW |
· Produktionslinie für die Layoutplanung von Segmentbewehrungskäfigen
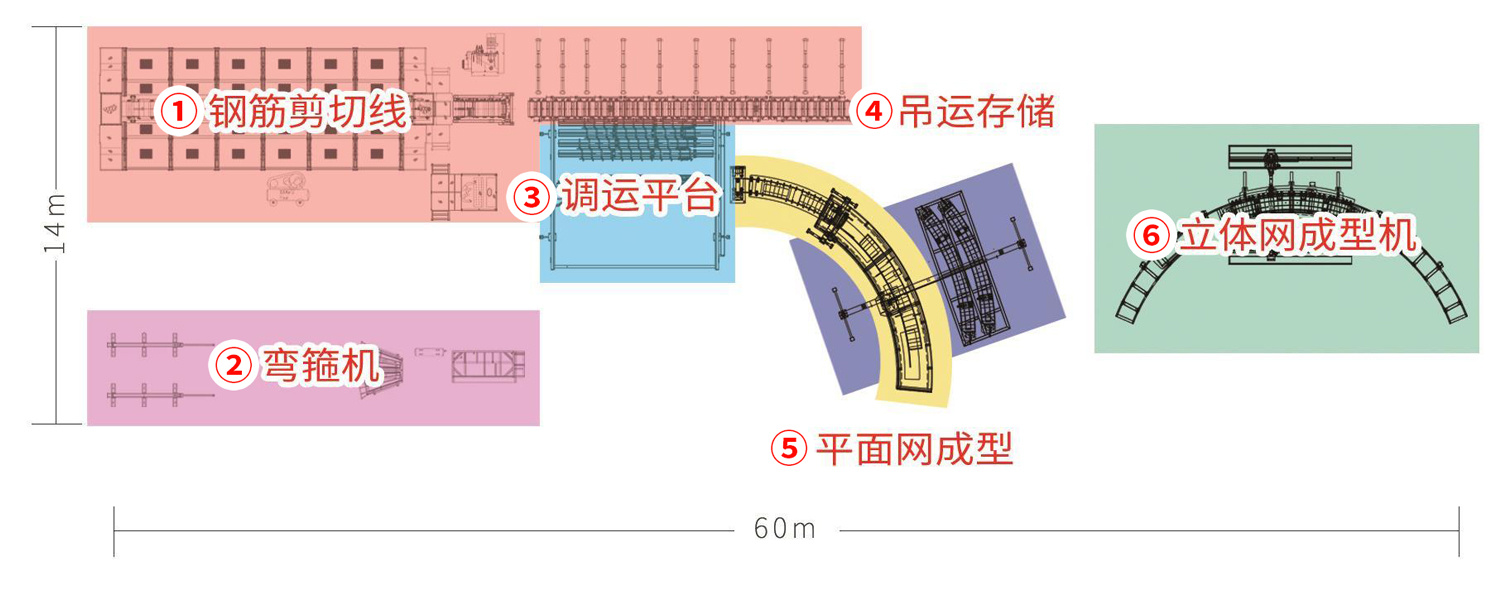
(1) Bewehrungsscherlinie
(2) Ringbiegemaschine(3) Transferplattform
(4) Transportlagerung
(5) Flachmaschenformung
(6) dreidimensionale Mattenformmaschine
Die Produktionslinie für Segment-Stereomatten besteht aus vier Modulen: dem Hauptteil für die Bewehrung mit fester Länge, dem Teil für den Logistiktransport, dem Formteil für das Schweißen von ebenen Matten und dem dreidimensionalen Schweiß- und Umformteil für Gitter.
· Prozess
Teil 1 Schneiden mit fester Länge:
Optional vorhandene CB-GJW150B CNC-Produktionslinie für hydraulische Bewehrungsscheren zum Schneiden mit fester Länge, nach manueller Zuführung schließt die Ausrüstung automatisch die feste Länge und das Schneiden ab. Die Anlage kann hochwertige Schneid-, Förder-, Lager- und Verarbeitungsvorgänge von warmgewalzten gerippten Stahlstangen der Güteklasse 1, l, ll und V mit fester Länge realisieren.
Teil 2 Stangentransport:
Durch den stufenweisen Zuführmechanismus und die Hebevorrichtung werden die Hauptbewehrung und das Gluten zur einsträngigen Förderbahn transportiert und zur monolithischen Maschenformmaschine transportiert.
Teil 3 Flachmaschenschweißen: Die Lichtbogenbiegevorrichtung in der monolithischen Mattenformmaschine schließt das Lichtbogenbiegen ab und zieht zum automatischen Stanzmechanismus der Querstange und schweißt durch Widerstandsschweißen
zu einem monolithischen Netz. Der Drei-Koordinaten-Schweißmanipulator wird verwendet, um den Schweißbrenner zum Schweißen der Überlappungsverbindung anzutreiben. Schließlich hebt der Logistik-Hebemechanismus das einteilige Gitter zur Lagerung auf den Gitterlagerwagen.
Teil 4 Dreidimensionales Mattenschweißen: Rippen und monolithische Siebcodes in die Schweißform einlegen, eine Reihe von Zylindern und Vorrichtungen verwenden, um die Positionierung und Klemmung
von Hubbügeln zu realisieren, und den Schweißbrenner steuern, um das Formen und Schweißen von dreidimensionalen Netzen durch visuelle Inspektionsfunktion abzuschließen.
· Personal
1 Person für das Scheren von Stäben mit fester Länge, 1 Person für das Schweißen und Umformen von Flachgittern, 2 Personen für das Formen von Stahlstäben, 1 Person für die Entformung des fertigen Produkts und 1 Person für das Schweißen und Umformen dreidimensionaler Matten.
Vorherige
Weiter
Vorherige
Weiter
Verwandte Inhalte
Verwandte Produkte

RCS-20/22/25/28 Handgeführter Bewehrungsschneider
1. Es besteht aus einer Aluminiumlegierung, das Gesamtgewicht ist leichter und die Wärmeableitungsleistung ist besser. Leicht zu transportieren und weit verbreitet. Beim Schneiden entstehen keine Funken, Staub und Gerüche. 2. Hohe Festigkeit der D2-Klinge, haltbarer als Chrom-12-Molybdän-Vanadium. 3. Die allgemeine Verwendung des Härtungsbehandlungsverfahrens, damit seine Lebensdauer länger ist. Dichtung stärker und haltbarer aufgrund seiner japanischen importierten Marken-Öldichtung. 4. Hochpräzise Ölpumpe mit stärkerer Leistung, dass die Schneideffizienz stabil ist. Einmal 2 Sekunden lang schneiden und der Einschnitt ist glatt.
WG-12D Automatische CNC-Reifenbiegemaschine
1. Intelligentes numerisches SPS-Steuerungssystem, geringe technische Anforderungen für Arbeiter. 2. Eine Vielzahl von voreingestellten Bügelformen steht zur Auswahl, ebenso wie die Bearbeitung benutzerdefinierter Formen. Der Bewehrungsstab kann ohne übermäßigen Materialverlust kontinuierlich bearbeitet und umgeformt werden. 3. Ausgezeichnete Produktionstechnologie, stabile Qualität, starke Leistung. Automatische Bearbeitung von Bewehrungsstäben mit hoher Präzision. Eine Person kann mehr als eine Maschine kontinuierlich bedienen, ihre Leistung ist stabiler.
1. Hochleistungs-SPS-Steuerungssystem, HD-Touchscreen, Arbeiter können schnell lernen und bedienen, und die Bedienung ist einfacher, die Verarbeitung von Bewehrungsstäben sicherer, stabiler und zuverlässiger. 2. Die gebogene Buchse besteht aus Spezialstahl und wird durch Wärmebehandlung verarbeitet, um sie verschleißfest und langlebig zu machen. Der Gehmechanismus verwendet ein hochpräzises Getriebe und eine Zahnstange, um zu fahren, der Laufweg der Maschine ist genau und das Geräusch ist gering. 3. Die Verarbeitung mehrerer Bewehrungsstäbe kann gleichzeitig mit hoher Produktionseffizienz geformt werden.
1. Hochleistungs-SPS-Steuerungssystem, HD-Touchscreen, Arbeiter können schnell lernen und bedienen, und die Bedienung ist einfacher, die Verarbeitung von Bewehrungsstäben sicherer, stabiler und zuverlässiger. 2. Die gebogene Buchse besteht aus Spezialstahl und wird durch Wärmebehandlung verarbeitet, um sie verschleißfest und langlebig zu machen. Der Gehmechanismus verwendet ein hochpräzises Getriebe und eine Zahnstange, um zu fahren, der Laufweg der Maschine ist genau und das Geräusch ist gering. 3. Die Verarbeitung mehrerer Bewehrungsstäbe kann gleichzeitig mit hoher Produktionseffizienz geformt werden.
RBS-16/22/25/28/32 Handgeführte Bewehrungsbiegemaschine
1. Die allgemeine Verwendung von Aluminiumlegierungsmaterial für die Luftfahrt, geringeres Gewicht, bessere Wärmeableitungsleistung. Tragbarer und einfacher zu transportieren, eine breite Palette von Anwendungsszenarien. 2. Die allgemeine Verwendung von Aluminiumlegierungsmaterial für die Luftfahrt, geringeres Gewicht, bessere Wärmeableitungsleistung. Tragbarer und einfacher zu transportieren, eine breite Palette von Anwendungsszenarien. 3. Der Zylinder als Ganzes verwendet den Härteprozess, höhere Dichte als Eisen, längere Lebensdauer.
HL2000CB CNC-Stahlkäfigschweißgerät
1. Die Länge und Größe der Rollschweißmaschine kann angepasst werden. Es ist weit verbreitet im Pfahlgründungsbau und in Formungsanlagen für die Verarbeitung von Bewehrungsstäben. 2. Marken-Servosystemtreiber, die Arbeitseffizienz der Maschine, hohe Präzision mit genauer Positionierung. 3. Der maschinelle Teil der Bewehrungsmontage erhöht den Rollengleitmechanismus, der die Bewehrung durchschneiden und die Schwierigkeit und Kraft der Arbeit der Arbeiter erheblich verringern kann. 4. Das Teil der Richteinheit nimmt die Teleskopkonstruktion an, um die Anforderungen des festen Verstärkungsrings zu erfüllen.
CSS-40 Handgeführte Bewehrungssäge
1. Es ist leicht zu tragen, sein Luftfahrtaluminium, eine bessere Wärmeableitung und in verschiedenen Szenarien weit verbreitet. 2. Es kann sehr nah an der Wand arbeiten und die Sägekante ist flach.
1. Die Führungsvorrichtung des Sägeblattes verwendet eine Kombination aus Hartlegierung und hochwertigen Wälzlagern. Die Konstruktion ist vernünftig, was die Lebensdauer des Sägeblattes effektiv verlängern kann. 2. Die Verwendung von Hochleistungs-Turbinenuntersetzungsgetriebe, starker Leistung, Zuverlässigkeit, Präzisionsausgleich, geringem Geräuschpegel und weniger Vibrationen. 3. Innovatives Hydrauliksystem, vollständig geschlossener Öltank, hydraulischer Schraubstock, kann nach dem Spannen von Materialien eine Öl- und Wassermischung mit stabiler Sägegeschwindigkeit effektiv verhindern, sein Sägeeffekt ist gut. 4. Das Doppelzylinderdesign, die Verwendung eines Spannzylinders mit Drehschiebersteuerung, kann wiederholt angezogen werden und stellt sicher, dass das gesamte Bündel von Bewehrungsstäben einmal ohne Lücken geklemmt wird. 5. Optionaler elektrischer Rollenrahmen, um die schnelle Bewegung und Positionierung des Werkstücks zu erreichen und die Intensität der Handhabungsarbeit zu reduzieren, um die Arbeitseffizienz zu verbessern.
Verwandte Fälle
CanBong Maschinen zur Verarbeitung von Stabstahl
Kontakt
Industriegebiet Sanlian, Stadt Gulao, Stadt Heshan, Provinz Guangdong, China
Melden Sie sich für exklusive Angebote und Updates an!
Verbinden Sie sich mit uns!



